
Products
Cross-laminated Timber
Cross-laminated timber (CLT) is at the core of Timberlab’s mission in delivering high-performance, prefabricated mass timber building systems for projects across North America. Timberlab’s Independence Hall CLT manufacturing facility in Millersburg, Oregon, represents a major investment in expanding North America’s mass timber supply chain. Designed by LEVER Architecture and built in collaboration with project partners across the Swinerton ecosystem, the approximately 190,000-square-foot facility stretches nearly the length of three football fields and stands among the largest CLT production sites in the United States. Located in the Willamette Valley—the heart of the Pacific Northwest’s timber economy—the project reinforces Oregon’s role as a global hub for mass timber innovation while strengthening the region’s vertically integrated wood products industry. When operational, the plant is expected to produce 7–9 million square feet of CLT annually, supporting a rapidly growing pipeline of mass timber projects across the western United States and beyond.

PRODUCT CERTIFICATIONS
Timberlab Cross-Laminated Timber (CLT) will be certified by APA - The Engineered Wood Association to the ANSI/APA PRG 320 (2025) product standard. We will manufacture the CLT grades and layups listed in APA Product Reports for US and Canadian building codes.
The information provided in this product guide applies to CLT designed to the following US design standards:
2024 International Building Code
2024 ANSI/AWC National Design Specification for Wood Construction
2021 ANSI/AWC Special Design Provisions for Wind and Seismic
2024 ANSI/AWC Fire Design Specification for Wood Construction
Note: Our CLT products are still in development. Please contact Timberlab's manufacturing team for the most up-to-date product information.
Mass Timber Product + Design Guide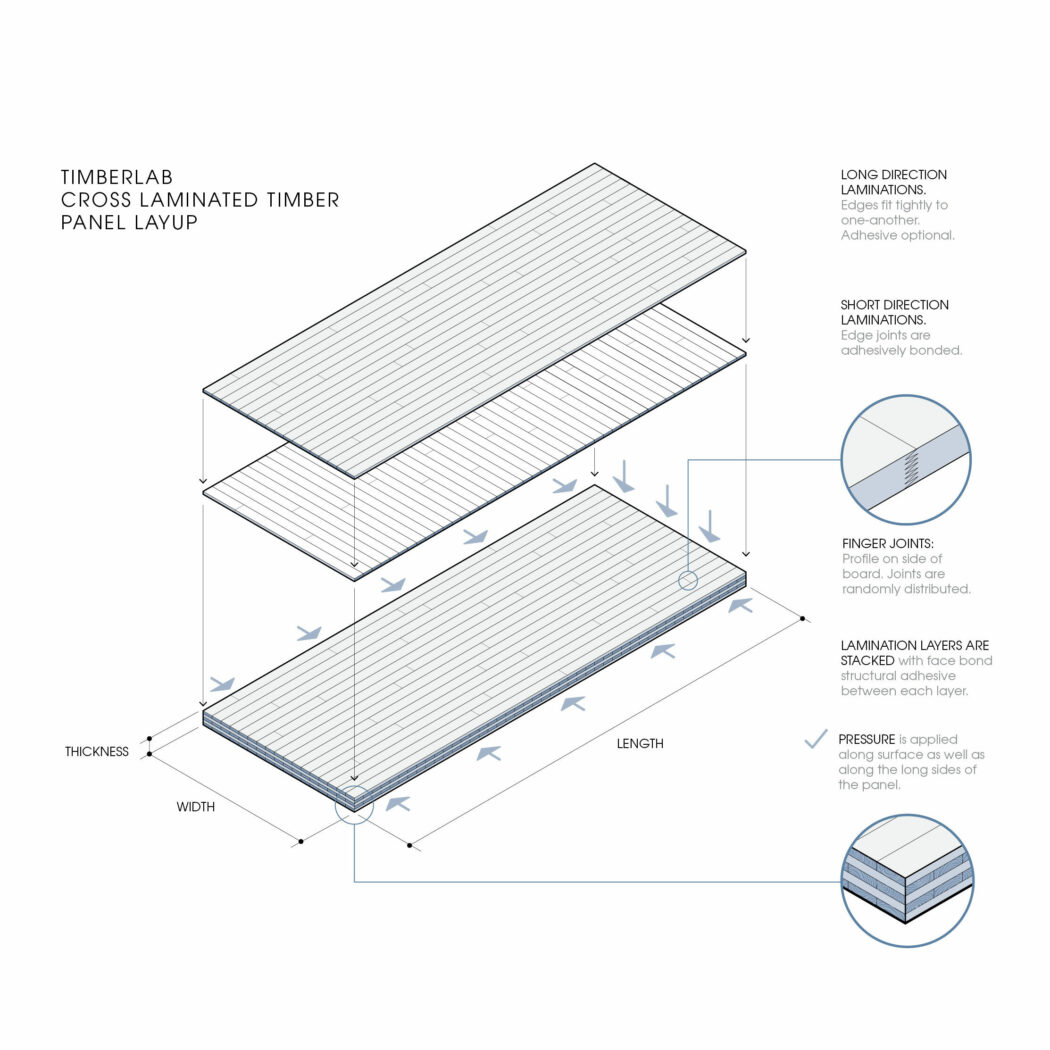
PANEL DIAGRAM
Cross-laminated timber is a large-format prefabricated engineered panel product most commonly used as floor, roof, and wall elements in buildings. It is manufactured using graded lumber laminations, stacked in alternating crosswise layers, to form a solid, dimensionally stable, large-format panel. During manufacturing, the laminations are face-bonded and finger-joint-bonded together using certified structural adhesives.
PRODUCT CHARACTERISTICS
Panels are produced using regionally available species such as Douglas Fir-Larch, Spruce-Pine-Fir, and Southern Pine, with controlled moisture content and precision CNC fabrication to meet tight tolerances and ensure high-quality fit-up in the field. Structural integrity is achieved through radio-frequency-cured adhesives and finger-jointed laminations, resulting in consistent performance and reliable panel behavior across applications.
| Lamination Layers | 3-Ply to 9-Ply | |
| Finished Panel Measurements | Maximum Width | 11'-2 1/2" |
| Maximum Length | 60'-0" | |
| Thicknesses | 2" to 12-3/8" | |
| Laminating Lumber | Species Combinations | Douglas fir-larch (WWPA) Spruce pine fir (NLGA) Southern pine (SPIB) |
| Cross-section dimensions | Thickness = 0.67" or 1.375" Widths = 5.25" or 7" (approximate) | |
| Moisture Content | 12% +/- 3% (At the time of manufacturing) | |
| Panel Edge Profile | Square, or chamfer if specified | |
| Face Lamination Orientations | Longitudinal (LL) or Transverse (TL) | |
| Adhesives | Facebond | Hexion MF Radio Frequency (clear bondline) |
| End (Finger) Joints | Hexion MF Radio Frequency (clear bondline) | |
| Edge Joints Transverse Laminations | Hexion MF Radio Frequency (clear bondline, non-structural) | |
| Edge Joints Longtitudinal Laminations | Hexion MF Radio Frequency (clear bondline, non-structural, when specified) | |
| Appearance Classifications | End (Finger) Joints | |
| Panel Tolerances (Per APA PRG 320) | Thickness | +/- 1/16" or 2% of panel thickness, whichever is greater |
| Width | +/- 1/8" | |
| Length | +/- 1/4" | |
| Squareness | Length of two panel face diagonals measured between panel corners shall not differ by more than 1/8". | |
| Straightness | Deviation of edges from a straight line between adjacent panel corners shall not exceed 1/16". | |
| Density | Average density at 12% moisture content: SPF - 30 pcf DF - 35 pcf SP - 38 pcf | |
| Use Conditions | Dry (Ref: APA PRG 320 Scope) | |
| Shop Sealer | Yes, if specified | |
| Appearance Classifications | Industrial Appearance, Architectural Appearance |

DOUGLAS FIR (DF)
Bioregion: Central British Columbia south along Pacific Coast to central California, central Mexico, also Rocky Mountains to Arizona
Appearance: Sapwood is generally a light straw color. Heartwood is a deep russet brown. Grain is straight or slightly wavy.
Density: 32 - 35 lb/ft³ (at 15% moisture content). 510 - 560 kg/m³ (at 15% moisture content)
Notable Characteristics: Stiff and strong for its weight, among the most dense softwoods in North America. Dimensionally stable, glues well, and machines well.
Durability: Requires preservative treatment for wet service conditions. Pressure treatment options both with and without incising of the wood to achieve durability requirements are available.
Availability: Douglas fir accounts for 37% of forest land in Oregon, with 10.9 million acres of cover. While Douglas fir populations are sensitive to increasing temperatures that produce drought events and higher pest infestations, it is the most prevalent tree species in the Pacific Northwest.

SOUTHERN PINE (SP)
Bioregion: Southeastern United States
Appearance: Sapwood ranges from white to yellow or golden. Heartwood ranges from yellow to reddish-brown. Distinct grain pattern.
Density: 33 - 39 lb/ft³ (at 15% moisture content). 530 - 625 kg/ m³ (at 15% moisture content)
Notable Characteristics: Highest specific gravity of all common softwoods.
Durability: Requires preservative treatment for wet service conditions. Pressure treatment options to achieve durability requirements are available.
Availability: Widely available, Southern pine forests are some of the most productive in the world. It is grown in a vast band in the southeast United States, near sawmills.

INDEPENDENCE HALL CLT MANUFACTURING FACILITY
Timberlab's Independence Hall serves as a full-scale demonstration of mass timber manufacturing and design. Constructed almost entirely from regionally sourced Douglas fir glulam, the facility features long-span beams up to 110 feet, more than 240 glulam columns up to 45 feet tall, and roughly 192,000 square feet of glulam roof panels framing an expansive manufacturing hall designed to accommodate large-format panel production.
The structure’s two-bay layout and tall clerestory daylighting system allow the factory floor to operate efficiently as CLT panels move from lamstock processing to finished product within a controlled environment. Equipped with advanced automated machinery—including a full CLT production line and radio-frequency press—the facility will enable Timberlab to manufacture high-quality panels ranging from 2 to 12 inches thick, creating a critical domestic source of engineered timber and helping accelerate the mainstream adoption of mass timber construction
Learn More about our Facility